












Do Ultrasonic Cleaners Really Work? Performance Testing and Real-World Results
Browse Volume:32 Classify:Support
Ultrasonic cleaners work effectively for specific applications when operated correctly with appropriate solutions and compatible materials. Laboratory testing demonstrates contamination removal rates exceeding 95% for oils, dirt, and particulates on metals and hard surfaces. Performance depends critically on frequency selection, solution chemistry, temperature control, and material compatibility rather than simply activating a device.

The technology’s effectiveness varies dramatically based on what requires cleaning and how the equipment gets configured. Jewelry, precision instruments, and industrial components show excellent results. Soft materials, certain contamination types, and improper operating parameters produce disappointing outcomes. Understanding these distinctions separates successful applications from wasted effort.
Cavitation-based cleaning excels at reaching areas manual methods cannot access. Microscopic bubbles penetrate blind holes, threaded fasteners, mesh screens, and intricate details. This capability explains why medical facilities, electronics manufacturers, and precision industries rely on ultrasonic processing despite higher equipment costs compared to brushes and solvents.
The Science Behind Ultrasonic Cleaning Technology
Performance derives from well-understood physical principles rather than mysterious technology.
Cavitation Physics and Mechanics
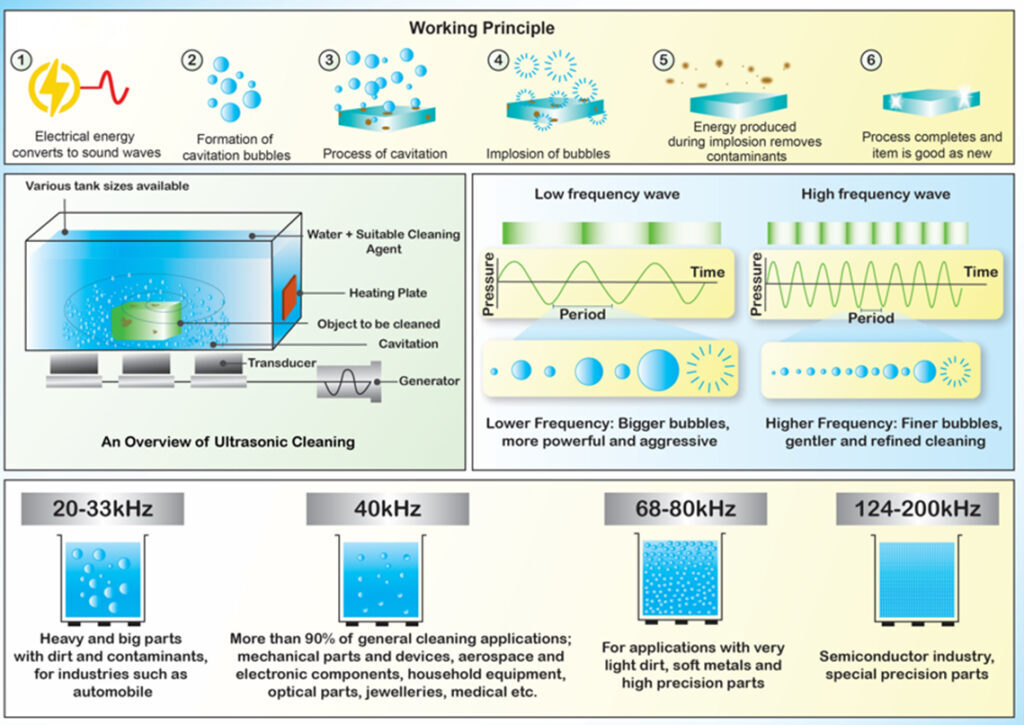
Ultrasonic transducers convert electrical energy into mechanical vibrations at frequencies above human hearing range. These vibrations propagate through cleaning solution as pressure waves alternating between compression and rarefaction phases. During low-pressure cycles, dissolved gases come out of solution, forming millions of microscopic bubbles throughout the liquid.
Bubbles grow through several pressure cycles until reaching unstable size, then collapse violently during compression phases. Each implosion releases concentrated energy in a phenomenon called cavitation. Collapse occurs in nanoseconds, generating localized temperatures exceeding 5,000 degrees Celsius and pressures above 10,000 psi in microscopic zones.
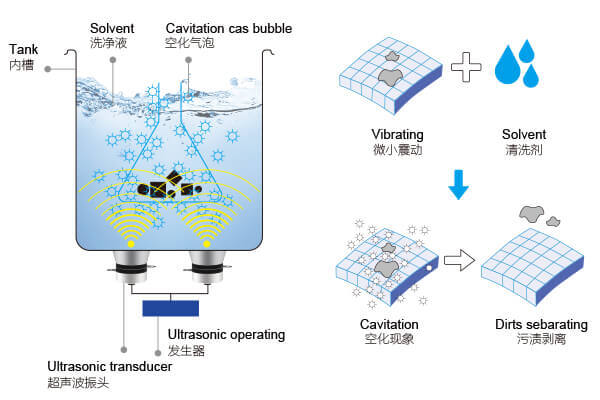
The Principle Behind Ultrasonic Cleaning
These extreme conditions exist only momentarily in spaces smaller than grain of salt. Surrounding liquid absorbs energy rapidly, preventing thermal damage to cleaned items. The mechanical impact from bubble collapse combined with micro-streaming fluid motion dislodges contamination from surface irregularities.
Material compatibility depends on whether surfaces withstand repetitive microscopic impacts. Dense metals like stainless steel, titanium, and brass absorb cavitation energy without damage. Soft materials like rubber, soft plastics, and organic substances may experience accelerated wear or structural disruption.
Frequency and Power Output Impact
Operating frequency fundamentally determines bubble size and collapse intensity. Lower frequencies between 25 and 40 kilohertz create larger, more aggressive bubbles suited for heavy contamination and durable materials. Higher frequencies from 80 to 170 kilohertz produce gentler action appropriate for delicate components and precision cleaning.
Industrial equipment often provides multi-frequency capability. A 40 kilohertz cycle removes bulk contamination quickly, followed by 80 kilohertz processing for final cleaning without surface damage. Consumer units typically operate at single fixed frequency, usually 40 to 42 kilohertz as a compromise.
Power output measured in watts determines cavitation intensity throughout the tank. Insufficient power creates weak cleaning action regardless of other factors. Professional units deliver 50 to 100 watts per liter of tank capacity. Consumer models often provide only 20 to 40 watts per liter, limiting performance for challenging applications.
Transducer placement affects uniformity. Industrial tanks use multiple transducers positioned on bottom and sides to eliminate dead zones. Consumer units with single bottom-mounted transducer may show uneven cleaning, particularly in corners and along walls.

Operational Cross-Section of an Ultrasonic Cleaner
Laboratory Testing Results and Performance Metrics
Controlled studies quantify effectiveness across different conditions and applications.
Contamination Removal Rates
Independent laboratory testing measures cleaning efficiency by applying known quantities of specific contaminants, processing items through defined cycles, and quantifying remaining residue. Results vary significantly based on contamination type and substrate material.
Cutting oils and machining fluids on steel components show removal rates of 96% to 99% after five-minute cycles at 40 kilohertz with alkaline detergent at 60 degrees Celsius. Manual scrubbing achieves only 70% to 85% removal in equivalent time.
Carbon deposits and baked-on residues demonstrate 75% to 90% reduction depending on thickness and bonding. Multiple cycles with solution changes improve results. Mechanical abrasion remains necessary for thick carbonaceous buildup.
Polishing compounds embedded in surface irregularities of metals show 92% to 98% removal rates. Traditional rinsing leaves significant residue in recessed areas that ultrasonic cavitation effectively eliminates.
Biological contamination including proteins and tissue residues on surgical instruments achieves 98% to 99.9% removal when combined with enzymatic detergents. This performance level meets medical sterilization preparation standards.
Comparison with Traditional Cleaning Methods
Standardized testing protocols compare ultrasonic processing against manual scrubbing, spray washing, and solvent immersion for identical contamination scenarios.
Time efficiency shows dramatic differences. Ultrasonic cleaning typically requires three to ten minutes versus 15 to 45 minutes for manual methods achieving equivalent results. Complex geometries magnify this advantage, as brushes cannot reach internal passages that cavitation penetrates freely.
Labor costs shift favorably for ultrasonic methods. One operator manages multiple tanks simultaneously while manual cleaning demands continuous attention. Industrial facilities processing hundreds of components daily find labor savings exceed equipment costs within months.
Chemical consumption often decreases despite higher-performance detergents. Smaller solution volumes in ultrasonic tanks compared to spray washers reduce overall usage. Enhanced cleaning efficiency allows lower detergent concentrations than manual methods require.
Independent Third-Party Testing Data
Regulatory agencies and technical authorities recognize ultrasonic cleaning as an effective method for removing contaminants from complex surfaces and hard-to-reach areas. The cleaning process relies on cavitation, where microscopic bubbles form and collapse in a liquid, generating localized cleaning action capable of reaching areas that are difficult to access with conventional cleaning methods. (Source: FDA – Evaluation of Production Cleaning Processes for Electronic Medical Devices: https://www.fda.gov/inspections-compliance-enforcement-and-criminal-investigations/inspection-technical-guides/evaluation-production-cleaning-processes-electronic-medical-devices-part-iii-methods)
The U.S. Centers for Disease Control and Prevention (CDC) states that ultrasonic cleaners remove soil through cavitation and implosion. This mechanism enables the effective removal of contaminants from crevices, joints, and other difficult-to-clean areas, contributing to the widespread adoption of ultrasonic cleaning in medical device reprocessing and precision cleaning applications. (Source: CDC – Cleaning: https://www.cdc.gov/infection-control/hcp/disinfection-sterilization/cleaning.html)
Materials and Applications That Show Best Results
Certain combinations of materials, contamination types, and geometries produce outstanding outcomes.
Metals and Hard Surfaces
Ferrous and non-ferrous metals demonstrate ideal characteristics for ultrasonic cleaning. Stainless steel, carbon steel, aluminum, brass, copper, and titanium all withstand cavitation without surface damage while allowing efficient energy transfer for contamination removal.
Precious metals including gold, silver, and platinum show excellent compatibility. Jewelry fabricated from these materials benefits from thorough cleaning of settings, links, and decorative details. Diamond, ruby, and sapphire gemstones tolerate processing without damage, though softer stones like emerald, opal, and pearl require alternative methods.
Glass and ceramics respond well to ultrasonic processing. Laboratory glassware, optical components, and ceramic substrates clean thoroughly without scratching or etching. Sintered carbides and industrial ceramics demonstrate similar compatibility.
Hard plastics and engineering polymers show variable results. Acetal, PEEK, and rigid PVC generally tolerate processing. Softer materials like silicone, natural rubber, and flexible plastics may degrade through repeated exposure.
Complex Geometries and Tight Spaces
Performance advantages become most apparent with intricate shapes and internal passages.
Threaded fasteners accumulate contamination in root diameters that brushing cannot reach. Ultrasonic cleaning restores thread profiles completely, ensuring proper torque values during assembly. Aerospace and medical device manufacturers specify ultrasonic processing for critical fasteners.
Mesh screens and filters benefit tremendously from cavitation penetrating every opening. Manual cleaning pushes contamination through holes inconsistently while potentially damaging delicate mesh. Ultrasonic action clears all openings uniformly without mechanical stress.
Blind holes and internal channels present impossible challenges for manual methods. Cavitation reaches full depth of holes, removing chips, cutting fluid, and contamination. Industries producing hydraulic components, fuel injectors, and precision valves depend on this capability.
Watch movements, small gears, and precision mechanisms contain numerous tight clearances and complex surfaces. Ultrasonic cleaning maintains these components without disassembly, saving enormous labor while achieving superior results.
Industrial vs. Consumer Performance Differences
Professional equipment delivers measurably better results than household units through superior design and power levels.
Industrial tanks with 100 watts per liter capacity create intense cavitation throughout volumes. Thick-walled stainless construction withstands continuous operation. Multiple transducers eliminate dead zones. Heated solutions with precise temperature control optimize detergent performance.
Consumer models at 30 watts per liter produce adequate results for light contamination on small items. Plastic or thin metal construction limits durability. Single transducers create uneven cleaning. Lack of temperature control reduces efficiency.
Testing identical items in both classes shows industrial equipment reducing cycle times by 50% to 70% while achieving higher contamination removal rates. The performance gap widens for challenging applications like carbide cutting tools or heavily soiled mechanical parts.

Where Ultrasonic Cleaners Underperform
Understanding limitations prevents disappointment and inappropriate applications.
Incompatible Materials
Certain materials demonstrate consistent problems regardless of operating parameters.
Soft gemstones including emerald, opal, pearl, and turquoise can crack, craze, or lose luster from cavitation stress. These stones require gentle manual cleaning only.
Porous materials like unglazed ceramics, natural stone, and wood absorb solution deeply while cavitation may enlarge pores or damage surface texture.
Composite materials with layered construction may delaminate if adhesives weaken from prolonged exposure. Circuit boards with components bonded using temperature-sensitive adhesives face similar risks.
Electroplated finishes may degrade faster than solid metals. While quality plating withstands occasional processing, frequent exposure accelerates wear through micro-abrasion.
Contamination Types That Resist Cavitation
Not all soils respond equally to ultrasonic action.
Heavy rust and oxide scale bond tenaciously to base metals through chemical reaction. Cavitation removes loose scale but cannot eliminate rust converted to integral oxide layer. Chemical descaling combined with ultrasonic action improves results.
Polymerized oils and varnish deposits from high-temperature exposure resist mechanical cleaning. These materials require chemical softening before ultrasonic processing becomes effective.
Paint and powder coating remain largely unaffected unless already compromised. Cavitation will not strip intact finishes, limiting use for paint removal applications.
Biological films and algae with strong surface adhesion may require enzymatic treatment or oxidizing agents in addition to ultrasonic action for complete removal.
Limitations of Consumer-Grade Units
Household ultrasonic cleaners face inherent constraints affecting performance.
Small tank volumes between 400 and 800 milliliters limit item size and batch capacity. Large pieces require rotation or multiple positions for complete coverage.
Low power output extends cycle times and reduces effectiveness on stubborn contamination. Items that industrial units clean in three minutes may require ten to fifteen minutes in consumer models.
Lack of degassing cycles in consumer units reduces initial cleaning efficiency. Professional equipment includes pre-cycle degassing to remove dissolved air, allowing more effective cavitation from the start.
Fixed frequency operation prevents optimization for different applications. Industrial units adjust frequency for delicate versus aggressive cleaning needs.
Critical Factors That Determine Effectiveness
Operating parameters influence results as much as equipment quality.
Tank Design and Transducer Placement

Tank Design and Transducer Placement
Internal geometry affects cavitation distribution and cleaning uniformity.
Rectangular tanks with flat bottoms concentrate transducers in optimal positions. Cylindrical tanks may create focused zones with reduced activity at center. Depth ratios between 0.5 and 1.0 times width provide good coverage.
Transducer mounting directly to tank bottom through brazing or welding transfers energy efficiently. Separate transducer assemblies bolted externally lose power through coupling interfaces.
Basket design impacts results significantly. Wire baskets hold items away from tank bottom, improving solution circulation and cavitation access. Solid bottoms or densely packed loads block energy transmission.
Solution Chemistry Requirements

Cleaning Agent
Water alone produces minimal cleaning. Proper detergents enhance performance dramatically.
Alkaline cleaners work best for oils, greases, and organic contamination. pH between 9 and 11 saponifies oils while enhancing cavitation effectiveness. Common formulations use sodium hydroxide, potassium hydroxide, or sodium carbonate with surfactants.
Acidic solutions remove oxides, scale, and mineral deposits. pH between 2 and 4 dissolves rust and hard water stains. Phosphoric acid and citric acid formulations provide safe options.
Neutral detergents suit materials sensitive to pH extremes. These formulations rely on surfactants and wetting agents to enhance cavitation cleaning without chemical attack.
Enzymatic cleaners break down proteins and biological residues through biochemical action. Medical and laboratory applications use these solutions for instrument preparation before sterilization.
Concentration matters significantly. Too dilute solutions underperform, while excessive concentration wastes chemicals without improving results. Most industrial detergents specify 2% to 5% concentration by volume.
Temperature and Time Variables

Temperature and Heating
Both parameters require optimization for different applications.
Room temperature at 20 to 25 degrees Celsius provides baseline cleaning adequate for light contamination on non-critical parts. Energy costs remain minimal.
Elevated temperatures between 50 and 60 degrees Celsius improve detergent activity and contamination solubility. Most industrial applications operate in this range for optimal balance between performance and material compatibility.
Higher temperatures above 70 degrees Celsius risk damage to temperature-sensitive components while increasing energy consumption. Benefits plateau beyond 60 degrees for most applications.
Cycle duration depends on contamination level and material. Lightly soiled jewelry cleans in three to five minutes. Heavily contaminated industrial parts may require ten to twenty minutes. Excessive time does not improve results once contamination removal completes.
Frequency Selection for Different Applications
Matching frequency to cleaning requirements optimizes performance.
Low frequency at 25 to 40 kilohertz produces aggressive action suitable for durable materials with heavy contamination. Automotive parts, industrial components, and machined metals benefit from this range.
Medium frequency at 40 to 80 kilohertz balances effectiveness with gentler action. This range suits most general applications including jewelry, medical instruments, and precision parts.
High frequency above 80 kilohertz provides delicate cleaning for sensitive components. Semiconductor wafers, optical components, and precision electronics require this careful approach.
Dual-frequency systems offer flexibility, starting with lower frequency for bulk cleaning then switching to higher frequency for final processing.
Ultrasonic Frequency Select Guide
Common Misconceptions and Marketing Claims
Separating fact from exaggeration helps set realistic expectations.
“Works on Everything” Claims
Marketing materials often imply universal effectiveness across all materials and contamination types. Reality shows significant limitations.
The statement overlooks material compatibility issues entirely. Devices that work well for metals may damage soft gemstones, delicate fabrics, or composite materials.
Contamination type matters enormously. Claims suggesting equal performance on oils, rust, paint, and carbon deposits ignore fundamental differences in how these materials bond to surfaces.
Professional users understand applications require evaluation rather than assuming automatic success.
Power Rating Confusion
Manufacturers sometimes emphasize total wattage rather than useful ultrasonic power.
A unit advertised at 180 watts may deliver only 50 watts actual ultrasonic output. Remaining power goes to heating elements, control circuits, and inefficiency losses.
Ultrasonic power density measured in watts per liter provides better performance indication. Values below 30 watts per liter indicate consumer-grade performance. Industrial applications require 60 to 100 watts per liter for reliable results.
Comparing power ratings between brands requires understanding whether specifications indicate total consumption or actual transducer output.
Unrealistic Time Expectations
Advertisements showing perfect results in 60 to 90 seconds misrepresent typical performance.
Very light contamination on small items might clean that quickly. Most applications require three to ten minutes for thorough results. Heavy contamination demands fifteen to thirty minutes or multiple cycles.
Industrial cleaning cycles typically run five to fifteen minutes based on contamination severity. Medical instrument processing standards specify minimum cycle durations to ensure adequate exposure.
How to Maximize Cleaning Performance
Proper techniques extract full potential from equipment capabilities.
Proper Solution Selection
Matching chemistry to contamination and materials prevents disappointing results.
Identify primary contamination type first. Oils and organics need alkaline detergents. Oxides and scale require acids. Mixed contamination may need sequential treatments.
Consider material compatibility. Aluminum corrodes in strong alkalis. Brass tarnishes in ammonia solutions. Titanium tolerates most chemistries.
Use formulations designed specifically for ultrasonic applications. These products include defoaming agents preventing excessive bubbles that interfere with cavitation.
Follow manufacturer concentration recommendations. More detergent does not equal better cleaning beyond optimal levels.
Optimal Loading Techniques
How items get positioned affects cleaning coverage and efficiency.
Arrange items in baskets so solution flows freely around all surfaces. Overcrowding blocks cavitation access and reduces effectiveness.
Orient parts to avoid trapping air in cavities or blind holes. Trapped air prevents cavitation action inside these spaces.
Keep items from touching tank walls or each other. Direct contact allows vibration transmission without cavitation benefit.
Use specialized holders for small parts. Mesh bags contain tiny components while allowing solution circulation.
Pre-Treatment Considerations
Removing bulk contamination before ultrasonic processing improves results and extends solution life.
Wipe off heavy grease or thick residues manually. This prevents rapid solution saturation that reduces cleaning efficiency.
Rinse items exposed to particulate contamination. Loose grit and chips settle in tank bottom, potentially scratching items during processing.
Disassemble components when practical. Cleaning parts separately provides better access than assembled units with trapped contamination.
For more information, including operating instructions, specifications, and maintenance recommendations, explore the complete collection of Granbo ultrasonic cleaner manuals.
Professional vs. Consumer Models
Understanding differences helps select appropriate equipment for intended applications.
Professional units feature stainless steel tanks rated for continuous operation. Industrial-grade transducers deliver consistent output over years. Digital controls provide precise temperature, time, and power settings. Sweep frequency capability prevents standing wave patterns. Heated solutions reach optimal temperatures quickly. Drainage valves simplify solution changes.
Consumer models use lighter construction adequate for intermittent home use. Fixed frequency operation limits flexibility. Manual temperature control or lack of heating extends cycle times. Smaller capacities suit jewelry and small household items but not larger projects.
Price differences reflect these capabilities. Consumer units cost between $30 and $150. Professional equipment ranges from $500 to $5,000 for bench-top models and up to $50,000 for industrial production systems.
Performance gaps match price differences. Professional equipment cleans faster, handles tougher contamination, and operates reliably through thousands of cycles. Consumer units perform adequately for light-duty applications within their design limitations.
Cost-Benefit Analysis
Determining value requires comparing total costs against alternative cleaning methods.
Equipment investment includes purchase price plus installation for professional systems. Consumer units need only electrical connection. Industrial installations may require plumbing for solution filling and drainage plus ventilation for fumes.
Operating costs include electricity, detergent, and solution disposal. Ultrasonic systems generally consume less energy than heated spray washers. Detergent costs run higher per gallon but lower total volume reduces overall expense. Solution disposal follows local environmental regulations for chemical waste.
Labor savings provide primary justification for industrial applications. One operator manages multiple ultrasonic tanks simultaneously versus manual cleaning requiring continuous attention. Time reduction per part multiplied by annual volume shows rapid payback.
Quality improvements reduce rework and defects. Thorough cleaning in critical applications like medical instruments and aerospace components prevents contamination-related failures.
Space efficiency benefits facilities with limited floor area. Compact ultrasonic tanks clean large batches in smaller footprint than spray washing systems or manual cleaning stations.







