












Do Ultrasonic Cleaners Remove Rust?
Browse Volume:12 Classify:Support
Ultrasonic cleaners cannot remove rust through mechanical action alone. The cavitation forces generated by ultrasonic equipment effectively dislodge loose contaminants like dirt, oil, and grease, but these forces lack sufficient strength to break the chemical bonds between iron oxide (rust) and the underlying metal substrate. Rust forms through oxidation, creating a molecular bond with the base metal that resists purely mechanical cleaning methods.
However, ultrasonic cleaners significantly enhance rust removal when combined with appropriate chemical solutions. The cavitation action accelerates chemical penetration, improves solution contact with corroded surfaces, and speeds the removal of loosened rust particles. Understanding this distinction between direct removal and assisted removal clarifies proper equipment application and prevents unrealistic expectations.
Effective rust remediation requires matching the treatment method to the corrosion type and severity. Ultrasonic technology serves as a valuable tool within comprehensive rust removal systems but cannot function as a standalone solution.

Ultrasonic Cleaning Equipment
Understanding Rust Formation
Rust develops through electrochemical reactions between iron, oxygen, and water. This process creates iron oxide compounds that adhere firmly to metal surfaces.
Chemical Composition of Rust
Iron oxidation produces several distinct compounds depending on environmental conditions and exposure duration. The most common form, hydrated iron(III) oxide, appears as the familiar reddish-brown coating on corroded steel and iron objects. This material forms when iron atoms lose electrons to oxygen molecules in the presence of water or moisture.
The chemical transformation creates new molecular structures bonded to the parent metal at the atomic level. Unlike surface contaminants that sit on top of metal through weak adhesion, rust integrates into the surface structure. Each iron atom that oxidizes becomes part of the rust layer while simultaneously creating microscopic voids in the underlying metal.
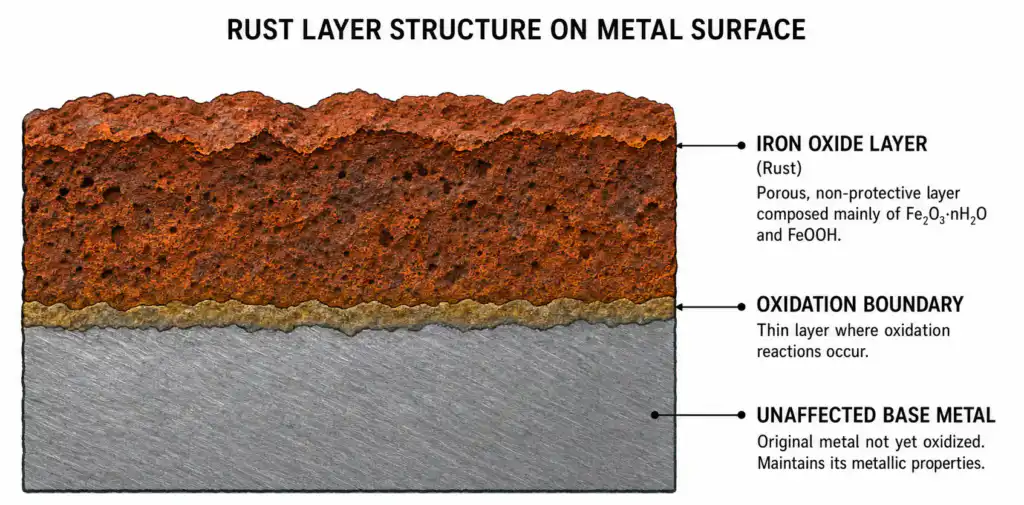
Schematic diagram of the cross-sectional structure of the rust layer on a metal surface
The oxidation reaction continues progressively deeper into the metal as long as oxygen and moisture remain available. Early-stage rust appears as thin discoloration. Advanced corrosion creates thick, flaky deposits with substantial material loss beneath.
This chemical bonding mechanism explains why rust resists simple mechanical cleaning. Removing oxidized material requires either breaking the chemical bonds through reducing agents or physically abrading the corroded layer.
Types of Rust on Metal Surfaces
Different corrosion patterns require different removal strategies.
Surface rust manifests as thin discoloration or light orange-brown coating. This early-stage oxidation penetrates only micrometers into the metal. The corroded layer remains relatively compact and adheres tightly to the substrate.
Scale rust develops with extended exposure, creating thicker deposits that may flake or powder. The oxidation extends deeper into the base metal, and the rust layer itself becomes more porous and friable. Despite the weaker internal structure of heavy rust, the interface between oxidized and non-oxidized metal maintains strong chemical bonding.
Pitting corrosion concentrates in localized spots, creating deep cavities. These pits contain densely packed iron oxide and often trap moisture, accelerating further degradation. The confined geometry makes treatment particularly challenging.
Uniform corrosion spreads evenly across exposed surfaces, producing consistent rust coverage. While visually more uniform than pitting, the chemical bonding to the substrate remains equally strong.
Each rust type presents specific challenges for removal processes. Understanding the corrosion pattern helps determine appropriate treatment selection.
How Ultrasonic Cleaning Works
Ultrasonic equipment generates high-frequency mechanical vibrations that create cavitation bubbles in cleaning solutions.
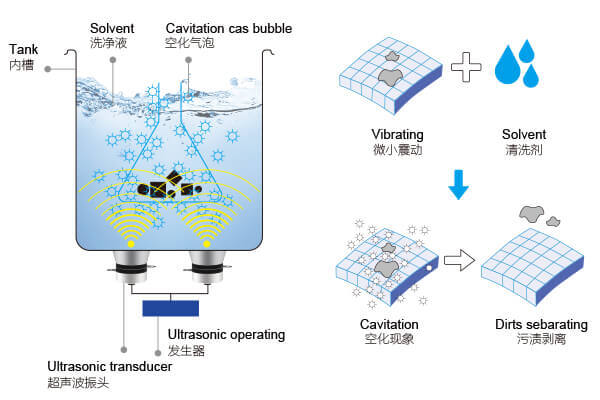
The Principle Behind Ultrasonic Cleaning
Cavitation Mechanism
Ultrasonic transducers convert electrical energy into mechanical oscillations typically operating between 25 and 80 kHz. These vibrations propagate through the cleaning liquid as alternating pressure waves. During low-pressure phases, microscopic bubbles nucleate throughout the solution. These cavitation bubbles grow over several acoustic cycles until reaching critical size.
When pressure waves reverse to the compression phase, bubbles collapse violently in microseconds. Each implosion generates localized shockwaves and high-velocity liquid microjets. The collapse occurs so rapidly that temperatures momentarily spike to thousands of degrees Celsius and pressures reach several thousand atmospheres within the microscopic collapse zone.
Millions of these implosions occur every second throughout the tank volume. When cavitation happens near a surface, the asymmetric collapse directs energy toward that surface as focused microjets traveling at speeds approaching 100 meters per second.
This intense but localized action excels at dislodging particles held by weak adhesive forces. Contaminants resting on surfaces or held by oil films separate readily under cavitation bombardment. Fresh cleaning solution continuously reaches previously blocked surface areas as old contamination disperses.
The mechanical energy delivered by cavitation significantly exceeds what manual scrubbing or simple immersion provides. However, the forces remain confined to microscopic scale, limiting effectiveness against strongly bonded materials.
What Ultrasonic Cleaners Actually Remove
Ultrasonic cavitation effectively removes specific contamination types based on adhesion characteristics.
Particulate matter including dust, dirt, metal fines, and polishing compounds separates easily. These materials rest on surfaces through gravity and weak van der Waals forces. Cavitation-induced microjets overcome these weak bonds, suspending particles in the cleaning solution for removal.
Oils and greases respond well to ultrasonic action, particularly when combined with appropriate detergents. The mechanical agitation breaks oil films into smaller droplets that emulsifying agents can disperse. Cavitation reaches into surface irregularities where oils accumulate, areas manual cleaning cannot access effectively.
Buffing compounds, waxes, and polishing residues detach under sustained cavitation exposure. These materials may adhere more firmly than simple dust but still rely on mechanical bonding rather than chemical integration with the substrate.
Tarnish and light oxidation on some metals responds partially to ultrasonic cleaning. Silver tarnish (silver sulfide) and light copper oxidation sometimes reduce with aggressive cleaning, though results vary significantly based on oxidation extent and solution chemistry.
Carbon deposits, burnt residues, and baked-on contaminants resist ultrasonic cleaning unless appropriate solvents pre-soften the material. The mechanical action alone cannot break down these stubborn deposits.
The pattern emerges clearly: ultrasonic cleaning excels against contamination that adheres through physical or weak chemical forces but struggles with materials chemically bonded to substrates. This principle directly determines performance against rust.

Application areas of ultrasonic cleaning machines
Why Ultrasonic Cleaners Cannot Remove Rust Directly
Several factors limit ultrasonic effectiveness against iron oxide corrosion.
Mechanical vs Chemical Bonding
Rust adheres through chemical bonds forming at the molecular level. Each oxidized iron atom becomes part of a new crystalline structure integrating with the base metal. Breaking these bonds requires either chemical reduction that reverses the oxidation or mechanical force sufficient to fracture the oxidized material and remove it from the substrate.
Surface contaminants like dirt or oil attach through adsorption, physical entrapment in surface roughness, or weak intermolecular forces. These adhesion mechanisms involve contact between separate materials rather than molecular transformation of the substrate itself.
The energy required to break chemical bonds exceeds the force delivered by ultrasonic cavitation by several orders of magnitude. While cavitation creates impressive localized pressures and temperatures, these extremes exist only within microscopic zones for nanosecond durations. The bulk effect on bonded corrosion products remains minimal.
Comparative adhesion strength measurements demonstrate this gap. Typical surface dirt requires removal forces measured in millinewtons per square millimeter. Rust adhesion to steel substrates measures in the range of tens to hundreds of newtons per square millimeter, roughly 10,000 to 100,000 times stronger.
Cavitation Force Limitations
Cavitation bubble collapse generates peak pressures approaching 10,000 atmospheres within the immediate collapse zone spanning a few micrometers. This sounds substantial, but the affected volume remains extremely small and the duration incredibly brief.
The shockwave from bubble collapse dissipates rapidly with distance. Pressure drops to a small fraction of peak values within 10 to 20 micrometers from the collapse site. Most of the energy converts to heat and acoustic radiation rather than useful work on surfaces.
Additionally, rust layers often develop porous or friable surface structure while maintaining strong bonding at the metal interface. Cavitation may erode the loose, powdery outer rust layer but cannot access the firmly bonded oxidation at the critical substrate boundary.
Experimental measurements using calibrated force sensors demonstrate that cavitation-induced impact forces, while effective for particle removal, fall short of the threshold necessary for rust delamination. The mechanical cleaning action reaches its limit well before achieving rust removal.
Testing Results and Industry Data
Controlled testing quantifies ultrasonic performance against various rust conditions.
Laboratory experiments exposing rust-covered steel coupons to ultrasonic cleaning in plain water for extended periods (30 to 60 minutes) show minimal rust removal. Weight loss measurements indicate that less than 5% of rust deposits detach through cavitation alone. The removed material consists primarily of loose surface particles already poorly bonded to the underlying corrosion layer.
Visual examination after treatment reveals cleaned areas where surface contamination (oil, dirt) has been removed, making the rust more visible and uniform in appearance. However, the iron oxide layer itself remains essentially intact.
Industrial field data from automotive restoration, metal fabrication, and manufacturing sectors confirms these laboratory findings. Facilities attempting rust removal through ultrasonic cleaning alone report unsatisfactory results requiring subsequent chemical or mechanical treatment.
Comparative studies testing different ultrasonic frequencies, power levels, and exposure times show that while increasing intensity or duration may remove slightly more loose rust particles, no practical combination of settings achieves complete rust removal through mechanical action alone.
These empirical results align with theoretical predictions based on bond strength analysis, confirming that ultrasonic cavitation lacks the necessary force characteristics for effective rust removal.
Rust Removal Methods That Actually Work
Effective rust remediation employs chemical, mechanical, or electrochemical approaches.
Chemical Rust Removers
Chemical rust removal relies on acid-base reactions or chelation to convert or dissolve iron oxide.
Phosphoric acid-based solutions both remove rust and provide corrosion protection. The acid reacts with iron oxide, converting it to water-soluble iron phosphate that rinses away. Simultaneously, phosphoric acid deposits a protective phosphate coating on cleaned metal surfaces, temporarily preventing re-oxidation. Commercial rust removers and naval jelly products typically use this chemistry.
Oxalic acid solutions effectively dissolve rust through chelation. The organic acid binds to iron ions, creating soluble complexes that detach from metal surfaces. Oxalic acid works particularly well on light to moderate rust and produces less aggressive chemical attack than mineral acids, reducing risk to the base metal.
Citric acid formulations offer environmentally friendlier alternatives with moderate effectiveness. These biodegradable solutions work more slowly than stronger acids but present fewer handling hazards and disposal concerns.
Tannic acid converters chemically transform rust rather than removing it. Tannic acid reacts with iron oxide to form iron tannate, a stable black compound that adheres to metal surfaces and prevents further oxidation. This approach works best when subsequent painting or coating is planned.
Chelating agents like EDTA bind metal ions without aggressive acidic attack. These compounds remove rust through chemical complexation while minimizing base metal etching.
Chemical rust removal typically requires 30 minutes to several hours of immersion depending on corrosion severity and solution strength. Temperature elevation accelerates reaction rates, with optimal performance often occurring between 50 and 70 degrees Celsius.
Mechanical Abrasion Techniques
Physical removal processes mechanically fracture and detach rust layers.
Wire brushing manually abrades corroded surfaces using steel or brass bristles. This labor-intensive method suits small areas or localized corrosion but struggles with complex geometries and recessed areas.
Abrasive blasting propels media like sand, glass beads, or aluminum oxide against rusted surfaces at high velocity. The impact fractures rust deposits and strips them from the metal. Blasting reaches complex shapes and removes heavy corrosion effectively but requires specialized equipment and generates significant dust.
Grinding and sanding uses rotating abrasive wheels or belts to physically remove rust through friction. This method works well on flat or gently curved surfaces but tends to round edges and alter precise dimensions.
Tumbling and vibratory finishing place small parts in rotating drums or vibrating bowls with abrasive media. The continuous rubbing action gradually wears away rust and other surface irregularities. This batch process suits high volumes of similar parts.
All mechanical methods remove material from both the rust layer and the underlying metal. Dimensional changes and surface texture alteration are inevitable. Proper technique selection and careful execution minimize unwanted material loss.
Electrolysis Process
Electrolytic rust removal uses direct electrical current to reverse oxidation through electrochemical reduction.
The process requires an electrolyte solution (typically washing soda or sodium carbonate dissolved in water), a sacrificial anode (often steel or iron scrap), and a DC power source. The rusted object connects to the negative terminal (cathode) while the sacrificial anode connects to the positive terminal.
When current flows, reduction reactions at the rusted cathode convert iron oxide back to metallic iron. Simultaneously, oxygen evolves at the anode, slowly consuming the sacrificial material. Hydrogen gas also forms at the cathode, with bubbles helping dislodge loosened rust particles.
Electrolysis removes rust while causing minimal base metal loss. The process reaches into pits, crevices, and complex geometries that mechanical methods cannot access. Treatment time varies from several hours to days depending on rust severity and current density.
This method requires careful attention to safety (hydrogen generation creates explosion risk) and proper ventilation. The process works best on relatively conductive rust layers, sometimes struggling with thick, heavily oxidized surfaces.
How Ultrasonic Cleaners Assist in Rust Removal
While unable to remove rust independently, ultrasonic equipment enhances multi-step rust remediation processes.
Pre-Treatment Cleaning Applications
Rust often develops on metal surfaces contaminated with oils, greases, dirt, and other foreign materials. These contaminants create barriers that reduce chemical rust remover effectiveness by preventing solution contact with the oxidized surface.
Ultrasonic cleaning prior to chemical rust treatment removes these interfering materials. The cavitation action strips away oils and lifts embedded particles, exposing the rust layer to direct solution contact. This pre-cleaning step significantly improves subsequent rust remover performance and reduces required treatment time.
For example, automotive parts stored in industrial environments accumulate both surface rust and petroleum-based lubricants. Ultrasonic degreasing before rust removal ensures that chemical solutions contact corroded metal directly rather than penetrating through oil films.
The pre-treatment phase typically requires 5 to 15 minutes using appropriate detergent solutions. Alkaline cleaners work well for oil and grease removal while avoiding premature rust attack.
Post-Treatment Residue Removal
Chemical rust removal processes leave residues requiring thorough removal before parts can be used or coated.
After acid treatment, neutralization salts, dissolved iron compounds, and residual acid remain on metal surfaces and in crevices. Simple rinsing may not completely remove these materials from complex geometries, threaded holes, or tight clearances.
Ultrasonic cleaning in fresh water or neutralizing solutions removes these residues effectively. The cavitation action reaches into areas that gravity drainage or spray rinsing miss, ensuring complete residue elimination. This thorough cleaning prevents subsequent corrosion from residual chemicals and prepares surfaces properly for protective coatings.
Electrolysis likewise leaves residues including carbonates, hydroxides, and loosened rust particles. Ultrasonic post-treatment removes these materials while reaching into recesses and blind holes.
Proper post-treatment cleaning typically requires 10 to 20 minutes with solution changes to ensure complete residue removal. Final rinses in deionized or distilled water prevent water spot formation on cleaned metal.
Using Rust-Converting Solutions with Ultrasonic Action
Combining rust converters with ultrasonic agitation produces synergistic benefits.
Rust converting solutions like tannic acid formulations react with iron oxide to form stable compounds. Ultrasonic cavitation accelerates this process through several mechanisms. The mechanical agitation continuously refreshes solution at the metal surface, preventing depletion of active chemicals in the boundary layer. Cavitation also drives solution into rust porosity and surface irregularities, improving penetration.
The result is faster, more complete conversion compared to static immersion. Treatment times may reduce from several hours to 30 to 60 minutes with ultrasonic assistance.
Similarly, chelating rust removers benefit from ultrasonic action. The cavitation helps dissolved rust complexes separate from the metal surface while fresh solution contacts newly exposed areas. This circulation effect maintains optimal concentration gradients that drive continued rust dissolution.
Temperature control becomes critical when combining chemical solutions with ultrasonic equipment. Many rust removers perform best at elevated temperatures, and ultrasonic tanks commonly incorporate heating elements. Maintaining solution between 50 and 65 degrees Celsius typically optimizes both chemical reaction rates and cavitation intensity.
Optimal Equipment Settings for Rust-Related Cleaning
Proper parameter selection maximizes ultrasonic contribution to rust removal processes.
Frequency Selection Guidelines
Ultrasonic frequency affects bubble size, collapse intensity, and cleaning characteristics.
Lower frequencies (25 to 40 kHz) generate larger cavitation bubbles that collapse more violently. These aggressive conditions suit heavy contamination removal and enhance penetration of rust-converting chemicals into porous corrosion layers. The stronger cavitation also more effectively removes loosened rust particles after chemical treatment.
Higher frequencies (80 to 130 kHz) produce gentler cleaning action with smaller bubbles. These settings work well for delicate parts or final cleaning steps where aggressive cavitation might damage precision surfaces or newly applied conversion coatings.
For rust-related applications, equipment operating at 28 to 40 kHz typically provides optimal performance. This frequency range balances sufficient intensity to assist chemical processes and remove loosened material while avoiding excessive metal erosion.
Some industrial systems offer frequency sweeping or multi-frequency operation. These features help overcome standing wave patterns that create cleaning dead zones, ensuring more uniform treatment across complex part geometries.
Temperature Considerations
Solution temperature significantly affects both chemical reaction rates and cavitation characteristics.
Most chemical rust removers perform optimally between 50 and 70 degrees Celsius. Within this range, reaction kinetics accelerate substantially compared to room temperature operation. Ultrasonic tanks with integrated heating elements facilitate precise temperature maintenance.
However, excessive temperature reduces cavitation intensity. As solution temperature approaches the boiling point, vapor pressure inside cavitation bubbles increases, reducing the violence of bubble collapse. This effect becomes significant above 70 to 75 degrees Celsius for aqueous solutions at atmospheric pressure.
The optimal approach balances chemical activity and cavitation effectiveness. For most rust removal applications, maintaining solution between 55 and 65 degrees Celsius provides excellent results. This temperature range accelerates chemical processes without substantially degrading cavitation performance.
Temperature monitoring and control become essential. Simple immersion heaters may create hot spots that localize cavitation loss. Well-designed ultrasonic systems distribute heating evenly or cycle heating elements to maintain uniform conditions.
Solution Chemistry Recommendations
Proper solution selection determines treatment effectiveness and safety.
For pre-cleaning applications, alkaline detergents with pH between 9 and 11 effectively remove oils and organic contamination without prematurely attacking rust. Surfactants enhance wetting and emulsification while remaining compatible with subsequent rust removal chemistry.
For rust removal assistance, mild acid solutions (pH 2 to 4) based on citric, oxalic, or phosphoric acid provide good performance when combined with ultrasonic action. Acid concentration should match immersion time and temperature to prevent excessive base metal attack.
For post-treatment rinsing, clean water with minimal mineral content prevents spotting and residue deposits. Multiple rinse stages with fresh solution ensure complete contaminant removal.
Rust inhibitors added to final rinse solutions provide temporary corrosion protection during drying and storage. These additives deposit thin protective films that prevent flash rusting on freshly cleaned steel.
Solution maintenance requires regular monitoring. Chemical rust removers become depleted as they dissolve iron oxide, changing pH and reducing effectiveness. Visual inspection for color change (solutions typically darken as dissolved iron accumulates) and periodic pH measurement indicate when replacement becomes necessary.
Filtration extends solution life by removing suspended rust particles and other debris. Continuous or batch filtration prevents redeposition of contamination onto cleaned parts.
Surface Preparation and Prevention
Proper treatment preparation and post-cleaning protection maximize results and longevity.
Initial assessment determines appropriate rust removal strategy. Light surface oxidation may respond adequately to chemical treatment with ultrasonic assistance. Heavy scale rust with pitting requires more aggressive approaches, possibly combining mechanical removal of bulk corrosion followed by chemical treatment for residual oxidation.
Complete disassembly of items with rust in joints or crevices ensures solution access to all affected areas. Trapped air pockets prevent liquid contact, leaving localized corrosion intact. Proper part orientation and fixture design eliminate these dead zones.
After rust removal, immediate protection prevents rapid re-oxidation. Freshly cleaned steel surfaces flash rust within minutes when exposed to humid air. Protective measures include oil coating, wax application, phosphate conversion coating, or painting. The selected protection method should match the application requirements and processing capabilities.
Dry storage in controlled humidity environments provides long-term corrosion prevention for cleaned parts. Desiccant storage, vapor phase inhibitors, or climate control maintain conditions that prevent oxidation reinitiation.
Industry Applications and Limitations
Different sectors employ ultrasonic equipment within rust remediation workflows based on specific requirements.
Automotive restoration frequently combines ultrasonic cleaning with rust removal for small components like fasteners, brackets, and hardware. Pre-cleaning removes undercoating and grease before chemical rust treatment. Post-cleaning ensures complete acid neutralization before plating or installation. The process works well for batch processing of similar parts but proves impractical for large panels or chassis components.
Medical instrument reconditioning uses ultrasonic-assisted rust conversion for surgical tools showing corrosion. The gentle chemical-mechanical combination removes oxidation while preserving critical edge geometry and dimensional tolerances that purely mechanical methods might compromise.
Firearms restoration benefits from ultrasonic assistance during rust removal from antique or neglected weapons. The process reaches into complex mechanisms and tight tolerances while maintaining historical finishes where possible. Chemical solutions specifically formulated for gun bluing preservation work synergistically with ultrasonic action.
Industrial maintenance applies ultrasonic cleaning for removing loosened rust and scale after primary removal by blasting or grinding. This final cleaning step eliminates residual particles from threads, blind holes, and surface irregularities before reassembly or coating.
Electronics manufacturing occasionally encounters rust on metal housings or shields. Ultrasonic cleaning assists in corrosion removal while avoiding aggressive mechanical methods that might damage nearby components or circuit boards.
Limitations remain consistent across applications. Ultrasonic equipment cannot serve as primary rust removal method but excels as process enhancement within comprehensive treatment systems. Parts exceeding tank dimensions require alternative approaches. Thick, heavily bonded rust layers need mechanical pre-treatment before ultrasonic-assisted chemical processes can work effectively.

Industrial Ultrasonic Cleaner
Ultrasonic cleaners cannot remove rust through mechanical action alone because cavitation forces lack sufficient strength to break the chemical bonds between iron oxide and base metal. Rust forms through molecular oxidation that integrates with the metal substrate, requiring approximately 10,000 to 100,000 times more removal force than typical surface contaminants. However, ultrasonic equipment significantly enhances rust removal when combined with appropriate chemical solutions by accelerating chemical penetration, improving surface contact, and removing loosened particles. Effective applications include pre-treatment cleaning to remove interfering oils and dirt, post-treatment residue removal after chemical rust elimination, and assisting rust-converting solutions for faster, more complete reactions. Optimal settings typically involve frequencies between 28 and 40 kHz, temperatures between 55 and 65 degrees Celsius, and solutions matched to specific treatment phases. Industries successfully employ ultrasonic equipment within multi-step rust remediation workflows where the technology complements rather than replaces chemical or mechanical primary removal methods.



